Aluminum Laser Hermetic Sealing Welding
Difficulties in welding aluminum alloy
Aluminum alloy, as a key material for lightweight manufacturing, presents unique welding challenges due to its high reflectivity (up to 92% for 1070nm laser reflectivity) and rapid oxidation characteristics
Oxide Layer Interference
The melting point of surface aluminum oxide (Al ₂ O3) (2050 ℃) far exceeds that of the substrate (660 ℃), leading to the accumulation of impurities in the melt pool. Actual measurements show that the porosity increases by 300% when the oxide layer thickness is greater than 5 μ m
Thermal conduction loss of control
The thermal conductivity of 209W/m · K causes diffusion in the heat affected zone, and the traditional welding deformation reaches 0.25mm/100mm, which affects the assembly accuracy
Environmental sensitivity
When the oxygen content in the welding area is greater than 500ppm, the porosity is greater than 3.5%, which directly affects the sealing reliability
Related Reading
- Types of weld cracks
- Reasons for the formation of pores
- Determine the depth of weld penetration
- Reasons for blackening of welds
- Reasons for weld seam undercutting
- How to avoid cracks
- Testing the quality of weld seams
- Check the sealing effect
Comparison of different processes
| Process parameters | Traditional TIG | Conventional laser welding | JM laser |
|---|---|---|---|
Heat input |
Height (200-300J/mm) |
Medium (50-80J/mm) |
Low (20-30J/mm) |
Consistency of melting depth |
±15% |
±8% |
±3% |
Oxidation control |
Argon protection (O ₂<500ppm) |
Local protection (O ₂<100ppm) |
Glove box environment (O ₂<1ppm) |
Applicable thickness |
1-12mm |
0.5-6mm |
0.5-3mm |
Typical porosity |
2-5% |
0.8-1.5% |
<0.3% |

Laser pump source shell
Aluminum alloy hermetic sealing case
Material
Aluminum alloy (shell is 6061, cover plate is 4047)
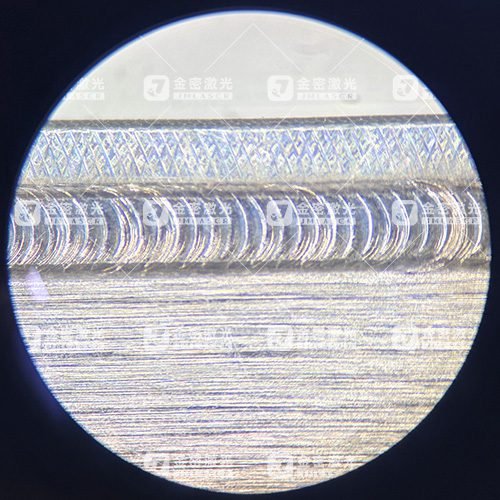
Weld seam inspection
The weld seam is uniform and flat, without cracks, pores, oxidation blackening, etc
Helium Leak Test
Detection results of helium mass spectrometer leak detector:1*10-11Pa·m³/s
Deformation amount
The deformation before and after welding is less than 0.03mm
Our Quality Management
Standardized process flow
- Material testing
- Welding pretreatment
- Fixture positioning
- Seal welding
- Hermetic testing
Triple reliability verification
process monitoring
Real time closed-loop control of welding energy; CCD monitoring system for molten pool morphology
Testing methods
Metallographic analysis (weld penetration and defect detection); Helium mass spectrometry leak detection (sensitivity 5 × 10 ⁻13 Pa · m ³/s)
Environment Simulation
Temperature shock test (-55 ℃) ↔+ 125 ℃ 1000 cycles); 85% RH humidity aging test (2000 hours)
Following standards
- ASTM B209 Standard for Aluminum and Aluminum Alloy Plates
- EN 485-2 Aluminum Welding Applicability Certification
- AMS 2681E Aerospace Laser Welding Process Specification
- MIL-STD-883 Method 1014 Sealing Test
- GJB 548B-2005 Reliability of Microelectronic Devices
- NADCAP Welding AC7114 Aerospace Special Process Certification