Kovar Laser Hermetic Sealing Welding
Challenges in Kovar Welding
Kovar is often called out for applications containing sensitive electrical components that are destined for a demanding environment. Careful handling of Kovar parts is essential to successful hermetic sealing.
Thermal Management Complexity
Kovar's low thermal conductivity (1400°C) creates unique thermal dynamics: localized molten pool formation accelerates 3x faster than standard stainless steel, while heat dissipation efficiency decreases by 60%. This thermodynamic paradox induces micro-crack networks, particularly in thin-wall components (<0.5mm), with crack propagation rates reaching 1.2mm/s.
Oxide Layer Dual Effects
Heat-treated oxide films (50-200nm thickness) enhance glass adhesion but cause ±25% laser reflectivity fluctuation. Our plasma-activated cleaning technology reduces surface oxygen content to <0.5at%, ensuring stable energy coupling.
Related Reading
- Types of weld cracks
- Reasons for the formation of pores
- Determine the depth of weld penetration
- Reasons for blackening of welds
- Reasons for weld seam undercutting
- How to avoid cracks
- Testing the quality of weld seams
- Check the sealing effect
Advantages of Laser Hermetic Sealing Kovar Alloys
Kovar is an excellent material for protecting sensitive electronics in harsh environments, and laser hermetic sealing is one of the best ways to seal Kovar packages. The process is fast and results in clean, impervious welds. Given the heat-sensitive nature of Kovar, a ‘lighter’ weld is used to narrowly focus the heat affected zone. The result is an exceptionally durable hermetic seal, far more rugged, and lighter in weight, than epoxy, soldering, and traditional mechanical seals.
The synergy between Kovar and laser sealing technology delivers exceptional protection for sensitive electronics in extreme environments. Utilizing micron-level beam focusing, this process reduces heat-affected zone (HAZ) width to 1/5 of conventional methods while maintaining joint integrity, achieving 60%+ weight reduction compared to mechanical seals. Progressive energy input modes prevent microstructural degradation caused by thermal sensitivity.

atomic clock
Laser Hermetic Sealing Kovar Case
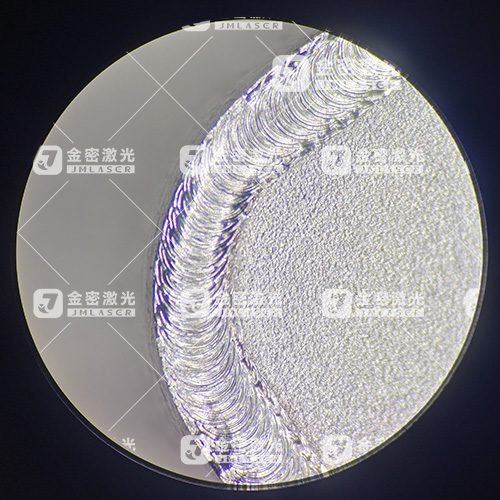
Material
Kovar alloy nickel plating
Weld seam inspection
The weld seam is uniform and flat, without cracks, pores, oxidation blackening, etc
Helium Leak Test
Detection results of helium mass spectrometer leak detector:1*10-10Pa·m³/s
Our Quality Management
Standardized process flow
- Material testing
- Welding pretreatment
- Fixture positioning
- Seal welding
- Hermetic testing
Triple reliability verification
process monitoring
Real time closed-loop control of welding energy; CCD monitoring system for molten pool morphology
Testing methods
Metallographic analysis (weld penetration and defect detection); Helium mass spectrometry leak detection (sensitivity 5 × 10 ⁻13 Pa · m ³/s)
Environment Simulation
Temperature shock test (-55 ℃) ↔+ 125 ℃ 1000 cycles); 85% RH humidity aging test (2000 hours)
Following standards
- ASTM B209 Standard for Aluminum and Aluminum Alloy Plates
- EN 485-2 Aluminum Welding Applicability Certification
- AMS 2681E Aerospace Laser Welding Process Specification
- MIL-STD-883 Method 1014 Sealing Test
- GJB 548B-2005 Reliability of Microelectronic Devices
- NADCAP Welding AC7114 Aerospace Special Process Certification