Titanium Laser Hermetic Sealing Welding
As a premium structural metal, titanium combines exceptional strength-to-weight characteristics with unparalleled corrosion resistance, making it indispensable for mission-critical applications. Its unique metallurgical properties—including intrinsic resistance to fatigue failure and stable performance under thermal cycling—have established titanium as the material of choice across advanced industries.
Key attributes driving industrial adoption include:
- Biocompatibility: Demonstrated through decades of clinical use in permanent implants, with negligible ionic interaction in physiological environments
- Oxidation Resilience: Formation of self-healing oxide layers under elevated temperatures ensures long-term stability in corrosive media
- Structural Integrity: Maintains mechanical properties across extreme temperature gradients from cryogenic to elevated operating conditions
These characteristics position titanium as the optimal solution for:
- Aerospace Systems: Critical components demanding maximum reliability-to-weight ratios
- Medical Devices: Implantable technologies requiring lifelong biocompatibility and hermetic sealing integrity
- Advanced Electronics: High-performance enclosures for sensitive components in aggressive environments
Particularly in hermetic sealing applications, titanium’s compatibility with precision laser welding processes enables creation of contamination-free joints that meet the stringent requirements of medical-grade packaging and aerospace containment systems.
Challenges in Titanium Alloy Welding
Oxidation Sensitivity Induces Metallurgical Defects
Titanium alloys undergo intense reactions with oxygen/nitrogen above 300°C. Brittle oxides (e.g., Ti3O₂) formed in conventional welding environments lead to:
- Reduction of weld metal ductility by over 50%
- Exponential decay in corrosion resistance
- 3-8x increased probability of micro-crack initiation
Microstructural Degradation During Thermal Cycling
When the heat-affected zone reaches the β-transus temperature (882°C):
- Coarse β-phase grains reduce fatigue strength by 30-40%
- Martensitic phase transformation triggers residual stress concentration
- Cooling rate variations cause abrupt microhardness gradients
Interfacial Contamination-Induced Critical Defects
- Hydrocarbon residues (>50 ppm) provoke hydrogen porosity
- Iron ion contamination (>0.1 wt%) initiates localized galvanic corrosion
- Moisture adsorption (RH >5%) accelerates hydrogen-assisted cracking
Geometric Distortion in Thin-Walled Components
For typical 0.5mm thin-wall welding:
- Axial shrinkage reaches 0.8-1.2% of base material length
- Angular distortion exceeds flatness tolerance by 3-5x
- Ovality deviation breaches sealing surface fit requirements
Related Reading
- Types of weld cracks
- Reasons for the formation of pores
- Determine the depth of weld penetration
- Reasons for blackening of welds
- Reasons for weld seam undercutting
- How to avoid cracks
- Testing the quality of weld seams
- Check the sealing effect
Advantages of Laser Hermetic Sealing for Titanium Alloys
- Precision Thermal Control
A micro-level focusing diameter minimizes HAZ width, effectively preventing grain coarsening in heat-sensitive applications like thin-wall medical implants.
- Inert Environment Compatibility
Integrated argon/helium shielding systems with dynamic gas laminar flow technology maintain continuous inert gas coverage over molten pools, suppressing oxidation reactions at 1,500°C+ welding temperatures.
- Complex Geometry Adaptability
Flexible beam delivery systems enable multi-axis welding in confined spaces, achieving full-perimeter seals for microwave component cavities with ≤0.1mm gap tolerance.
- Process Repeatability Assurance
Digital parameter control (power/speed/defocus) ensures millimeter-level repeatability, maintaining porosity rates below 0.3% across production batches (industry-leading performance).
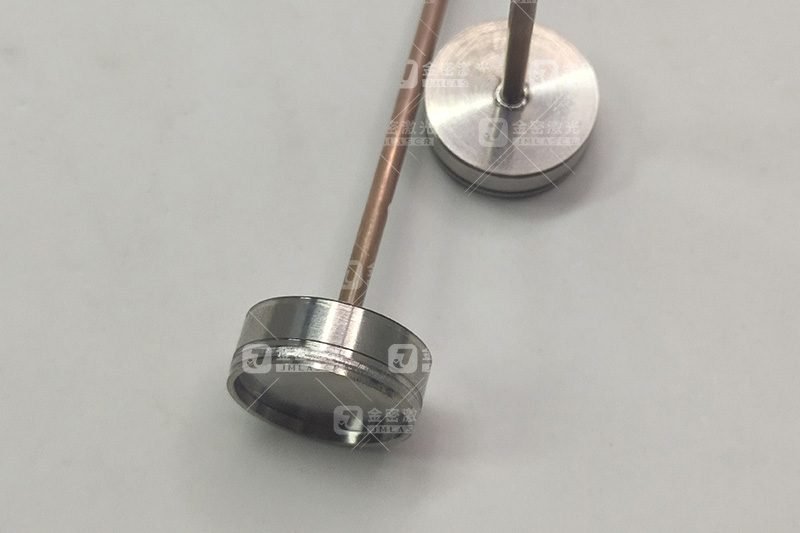
Titanium alloy components for aerospace applications
Laser Hermetic Sealing Titanium case
Material
Titanium alloy (laminated titanium alloy film)
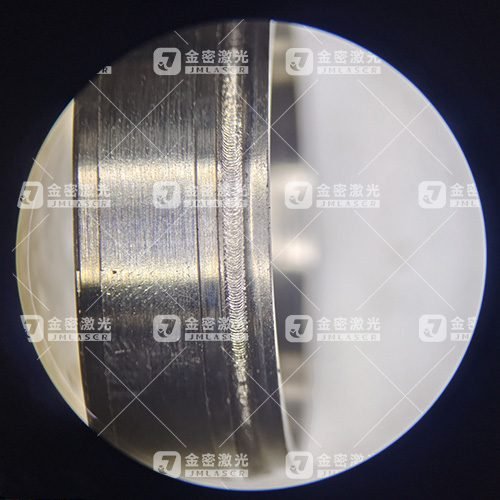
Weld seam inspection
The weld seam is uniform and flat, without cracks, pores, oxidation blackening, etc
Helium Leak Test
Detection results of helium mass spectrometer leak detector:1*10-10Pa·m³/s
Our Quality Management
Standardized process flow
- Material testing
- Welding pretreatment
- Fixture positioning
- Seal welding
- Hermetic testing
Triple reliability verification
process monitoring
Real time closed-loop control of welding energy; CCD monitoring system for molten pool morphology
Testing methods
Metallographic analysis (weld penetration and defect detection); Helium mass spectrometry leak detection (sensitivity 5 × 10 ⁻13 Pa · m ³/s)
Environment Simulation
Temperature shock test (-55 ℃) ↔+ 125 ℃ 1000 cycles); 85% RH humidity aging test (2000 hours)
Following standards
- ASTM B209 Standard for Aluminum and Aluminum Alloy Plates
- EN 485-2 Aluminum Welding Applicability Certification
- AMS 2681E Aerospace Laser Welding Process Specification
- MIL-STD-883 Method 1014 Sealing Test
- GJB 548B-2005 Reliability of Microelectronic Devices
- NADCAP Welding AC7114 Aerospace Special Process Certification